如果你的膝蓋夾用力夾緊也靠不攏,那麼你就是重度的O型腿,就需要花心思去矯正啦
肘杆加緊機構↓↓12

3、分度頭分度頭是安裝在銑床上用於將工件分成任意等份的的機床附件,利用分度刻度環和遊標,定位銷和分度盤以及交換齒輪,將裝卡在頂尖間或卡盤上的工件分成任意角度,可將圓周分成任意等份,輔助機床利用各種不同形狀的刀具進行各種溝槽﹑正齒輪﹑螺旋正齒
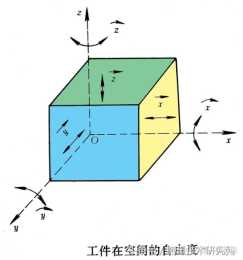
定位:使一批工件在機床上或夾具上相對於刀具處在正確的加工位置的操作過程
每天三組(建議早中晚各一組),每組20次,每次夾緊3-4秒,放鬆2秒三個星期為一個階段進階:每天三組,每組25次,每次夾緊5秒放鬆5秒見效最快的方法2:延遲快感要點:當你有射精感覺的時候,停下來

當然了除了初級和高階,還有一節是進階版,這是基於高階之上的練習,對於想突破啪啪時間,保持在半小時左右的學員來說,非練不可,詳詢知侶特助我總結了九字真經分享給大家:提臀→收肛→會陰肌夾緊(放鬆再迴圈做)特別備註:有前列腺炎的學員,如剛開始鍛鍊
我們在檢測螺栓扭矩時,可能會產生擰緊扭矩值偏小或偏大的情況
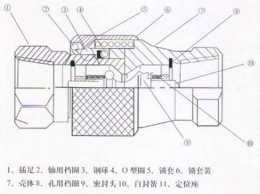
開始先讓固定夾具夾牢繩頭10釐米處,再用手動夾具夾緊繩頭近端部位,邊夾便擰緊鋼絲繩,使繩子頭擰緊後立即蘸錫,隨即取出,不要放鬆夾頭,繼續邊擰邊向繩頭滑行,直到滑脫,在這滑行期間也是焊錫變涼的時間,操作熟練,可以製作出略微帶尖的繩頭,便於以後
1mm,以控制精加工時切削力、加工應力引起的零件變形

1、墊彈性墊片裝夾方式平面磨床上磨削上述薄片工件時,採用彈性夾緊機構,使薄片工件在自由狀態下實現定位與夾緊

考察產品:高效管道切斷坡口機考察專案:坡口測量,坡口質量,效率等測試百華數控高效切斷管道坡口機百華數控高效切斷管道坡口機高效管道切斷坡口機這款坡口機適用於碳鋼、合金鋼、不鏽鋼、低溫鋼、耐熱鋼等材質,坡口型式有V/I/U/雙V型(標配30°V
很多新手汽車特緊張,容易從肩膀開始就很緊張以及僵硬的緊抓著車把~時間長了,肯定痠麻不止~簡單說就是太緊張導致慌的一逼~從而渾身上下做了很多無用功,雖然自我感覺很好,但是毛用沒有還傷身體~嗯,這種情況建議改善一下駕駛習慣,很多時候用兩腿夾住車

薄壁件加工中,夾緊壓力應越小越好,六點定位夾緊的浮動三爪夾具將受力面縮小到兩個點,S2非常小,這時夾緊釘與工件接觸處壓強較大,使夾緊釘輕易嵌進工件表面一定深度,夾緊不僅僅依靠摩擦力作用,從而大大增加了夾緊的穩定性,在夾緊力較小的情況下,實現

圖5 移動式壓板二、不停機的夾具思路當工件加工完畢時,不必停車,只要退出迴轉頂尖,工件即可被取下,並裝上下一件工件

本文所講述的連桿夾爪,就可以充分利用水平方向的空間,去實現垂直方向上的夾取,保證垂直方向的中空,為其他機構預留空間
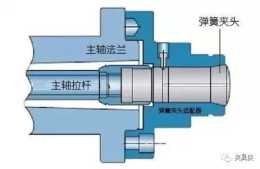
其摩擦力大小也直接影響彈簧夾頭對工件夾緊力的強弱
找了許久,也感謝大家的留意,由於現在這個裝置不想新增太多的動力源進去,所以就選擇了純機械的方式,無意中想到手動電鑽的方式,覺得不錯,如果固定的直徑小於13mm,都可以自己購買現成的鑽頭安裝上即可,而且這種夾緊力肯定是足夠的
感覺題主是未能吃透“六點定位原理”的意義,那我就按這個來展開回答了,首先看看百度找到的幫助理解的定義:在應用“六點定位原理”分析工件的定位時,應注意以下三點:1、定位支承點限制工件自由度的作用,應理解為定位支承點與工件定位基準面始終保持緊貼
我也不知道該@誰,大家有過類似經歷的可否分享下經驗只要你忍過了第一波,你就可以忍過第二波 hhh有沒有人和我一樣
缸體長度主要根據工作行程確定,只需檢查所需單杆方向的工作範圍即可確定