再就是鎖緊的時候會有個力矩作用在卡爪凹槽上(這個是猜的)至於換成三頭螺紋,不加大螺距的話,螺紋會很細,沒有強度
2)數控機床機械手下料過程的動作:完成工件加工後,X軸運動到卡盤的正上方,Z軸向下運動使手爪剛好能抓住工件,然後給氣壓使手爪合併抓住工件,卡盤松開,Z軸向上運動到合適的高度,然後沿X軸方向運動直至Z軸到放料位置,Z軸下降到放料點,張開手爪放

有長度最佳化套料,把圖紙直接匯入系統後,軟體會根據同管徑同壁厚的管徑進行計算,並設計出最節省原材料的切割方案,使管材減少1%-2%的耗材,減少管件拆分,減少焊接工藝,在我們切割時,最後一根長管很有可以會大於尾料所以,最後一步會有可能使用到管

3、分度頭分度頭是安裝在銑床上用於將工件分成任意等份的的機床附件,利用分度刻度環和遊標,定位銷和分度盤以及交換齒輪,將裝卡在頂尖間或卡盤上的工件分成任意角度,可將圓周分成任意等份,輔助機床利用各種不同形狀的刀具進行各種溝槽﹑正齒輪﹑螺旋正齒

車床運轉時,不得用手去摸工件表面,尤其是加工螺紋時,嚴禁用手摸螺紋面,以免傷手
4可承受負載:先確認分度盤可承受工件的負載,再確認機床可承受的總負載,再將預選的分度盤、尾座、L型塊、中板(過橋板)、大底板、工件、夾具等重量合計,如果超重則先判斷工件的材質如是鋁合金或其他輕材料,只是形狀支節過長,活動旋徑需求過大,造成必

車床運轉時,不得用手去摸工件表面,尤其是加工螺紋時,嚴禁用手摸螺紋面,以免傷手

Auto Meter 品牌介紹AutoMeter是美國一家成立於1957年的開發了許多業界領先的產品轉速控制轉速錶和快速響應轉速錶等產品高科技公司,總部位於美國梧桐,主要產品包括:AutoMeter顯示控制器、AutoMeter轉速錶、Au

軟爪能最大程度的保證工件的重複定位精度使加工工件的中心線能和主軸的中心線完全重合軟爪上的平坦面也能保證工件的長度最重要的是軟爪能和工件的表面最大程度的貼合既能保證傳遞更大的扭矩也能避免工件夾傷這些優勢是硬爪無法比擬的製作軟爪時需要注意以下問

當然,有很多小夥伴持反對意見,說不戴手套手都要燙掉,這也是實話,所以手套真的是個利與弊相結合的東西,莫莫給到大家的個人建議是手套可以戴,但是不能太厚,且必須和手部保持貼合,過厚過大的手套就會很容易造成上述情況了,具體的操作事宜我相信大家心裡
電磁摩擦離合器元件通電,電動卡盤裝置動力功能單元把旋轉運動傳遞給卡爪夾緊或鬆開工件

二、三爪卡盤怎麼裝在主軸上,當迴轉油缸安裝OK後,就可以安裝下面的方法了:1、將三爪卡盤安裝到拉桿上,取下卡盤的軟爪和防塵蓋,用1、2、3號螺釘將卡盤中心孔上的套筒扳手鎖緊,將拉桿螺母鎖入拉桿,視油壓是否在4-5kgf/cm2位置,使拉桿前

對於大批次的生產,軟爪的硬度會對加工的穩定性產生很大的影響,選擇比工件硬度高的軟爪材料,不僅會提高軟爪的使用壽命,對加工的穩定性也會有積極的影響 軟爪在卡盤上的安裝位置任何T型塊超過卡盤最大直徑都是不允許的,這樣會有很大的安全風險
-蘇州科晟恆教您一臺優質的鐳射切管機,除了要堅持做好和普通鐳射切管機一樣的日常保養外,還新增了一項重要內容——卡盤的日常養護,保養要點如下:1、做好潤滑工作,可以確保卡盤長時間使用後,仍然有良好的精度

以下問題不管在製作或者重修軟爪時,都應該注意:T型塊不能超過卡盤的最大直徑,修爪時的卡盤壓力接近加工工件時的壓力,卡盤正處在活動範圍的中間,修爪時夾持力的方向和工件夾持力的方向一致,注意修爪時的轉速,新增退刀槽,去除毛刺和尖角
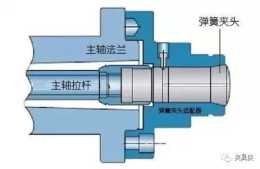
其摩擦力大小也直接影響彈簧夾頭對工件夾緊力的強弱

你其他夾具做得再牛X沒有T型塊,螺桿,壓板和螺帽的組合你很難裝到機床上去(對於銑床,加工中心而言)

砂輪防護罩的總開口角度一般不應大於120°【答案】C,解析:本題考察的是砂輪機的安全技術要求,重點掌握對砂輪機的主軸/砂輪卡盤、砂輪防護罩的技術要求,以及砂輪機的使用安全
瑞訊的可以我這邊,出金快不卡盤,FCA,ASIC監管,每個月還有獎勵扶持,特別適合代理和資管機構

站姿間距也是根據個人習慣可以進行調整,前腳或後腳都可以根據自己的實際需要進行向前或向後的獨立調整,這與每個人的姿態造成的質心位置,以及發力需要相關,建議大家自己有機會可以多試驗,經常性地做一些調整,幾個著名的教練都說,調整裝備要比改變技術或