其方法是將含有鹼金屬離子的矽酸鹽玻璃,浸入到熔融狀態的鋰(Li+)鹽中,使玻璃表層的Na+或K+離子與Li+離子發生交換,表面形成Li+離子交換層,由於Li+的膨脹係數小於Na+、K+離子,從而在冷卻過程中造成外層收縮較小而內層收縮較大,當

拉普拉斯向量對向量函式的每個標量分量應用拉普拉斯運算元:流體的基本物理學變形是使一個物質體的所有組成粒子發生位移的過程

消除焊接殘餘應力的具體方法:1,整體退火:把焊件整體放入爐內,緩慢加熱到一定溫度(一般550→679℃),然後保溫一定時間,空冷或隨爐冷卻,這種方法效果最好,要注意加熱和冷卻速度須小於150℃/h,適用於體積不太大的焊件

正常情況下,即使是夏天,PPR水管輸送的水溫都只在20℃左右,而在20℃的條件下,使用50年左右的時間,材料的環應力始終可以保持在10Mpa以上,這個壓力足以滿足日常供水壓力
我這做的是高硼矽耐熱玻璃杯,原材料是玻璃管,高溫軟化後手工吹製成型,由於在製作過程中改變了玻璃原有的形狀,然後玻璃冷卻速度比較快,玻璃內部存在應力,所以最後還有一個步驟我們叫退火,將製作成型的玻璃杯放到爐中,達到一個適當的溫度,既不讓杯子改
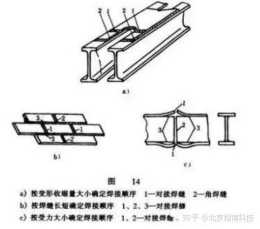
溫差拉伸法消除焊接殘餘應力的基本原理與機械拉伸法相同,主要差別是利用區域性加熱的溫差來拉伸焊縫區
在外界荷載作用下,使得—部分應力來不及鬆弛,應力逐漸累積下來,這些累計應力超過材料抗拉強度時即發生開裂,從而會導致路面的破壞,所以瀝青路面在低溫時應具有較低勁度和較大的抗變形能力來滿足低溫抗裂效能

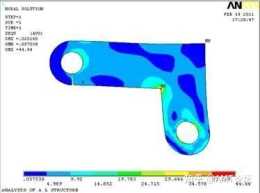
藉助於DCS,使用者能模擬鑄造中的變形情況,並根據使用者定義的公差要求,透過多次自動迭代的方法,逐步實現對鑄件變形進行補償,最終獲得滿意的接近公差要求的鑄造產品
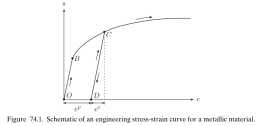
實線為真實應力-應變曲線,在此曲線中,試樣首先被拉伸,然後變形方向扭轉
彈性變形:材料在外力作用下產生應力和應變,當應力未超過材料的彈性極限時,產生的變形在外力去除後全部消除,材料恢復原狀,這種變形是可逆的彈性變形
對應力尤拉描述的是柯西應力,拉格朗日描述的應力是叫名義應力名義應力的思路:變形後某一面元dA對應的力元dT,找到dA對應的在參考構形下的面元dA0,dT和dA0得到名義應力
對於簡單流體,在層流情況下推力與推動速度成正比,其中的比例因子η稱為黏度係數(粘度)粘度概念最初來自牛頓對簡單流體的研究,後來轉變為一種定義,即不管實際流體是否呈現如上正比關係,在一定的剪下速率下,將剪下應力與剪下速率的比值定義為該剪下速率
應變和應力本無關係,有應變可以無應力(溫度變化引起的形變),但由於應力(內力的集度)是由外力引起的變形所產生的,所以有應力必有應變
1949年Kolsky對該裝置進行了改進,將壓桿分成兩截,試樣置於其中,從而使這一裝置可以用於測量材料在衝擊荷載下的應力-應變關係
整個加工過程中,圓盤彈簧內部會出現微裂紋,導致應力集中
2,從設計方面降低應力集中係數(1)變截面部位的過渡應儘可能地加大過渡部分的圓角,使過渡區接近於流線形,同時也要考慮到工藝性
凱澤恆信超聲波應力消除裝置的用途、優點:1、預製壓應力2、防止焊造開裂3、提高焊接接頭效能4、細化晶粒5、數碼管顯示6、具有穩頻、恆幅控制電路
粘性流體本構方程:在一定假設下,得到流體應力張量()與變形速度張量()之間關係的方程
魯珀特之淚碎裂的原理叫做“裂紋擴充套件”,源於其內部不均衡的壓力:當熔化的玻璃滴入冰水中時,玻璃表面迅速冷卻形成外殼,而殼下的玻璃還仍然是液態
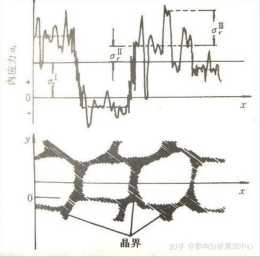
●內應力:沒有外力或外力矩作用而在物體內部存在並自身保持平衡的應力●國內科技文獻習慣將第一類內應力稱為殘餘應力●一般英、美文獻中把第一類內應力稱為“宏觀應力”(Macrostress)●把第二類和第三類內應力合稱為“微觀應力”(Micros