
符合標準:ASTM D3080 | AASHTOT236 | BS 1377:7 | NF P094 071-1/2 | CEN-ISO/TS 7982-1027-WF2304SHEARMATIC 300 大型自動直剪儀100 kN載入能力

2.2 相關安全效能檢測國標介紹了夾層玻璃相關安全效能檢測的方法和標準要求如下:關於夾層玻璃安全效能相關效能(1)耐熱性試驗步驟如下:製備試樣:與製品材料相同、在相同加工工藝下製備,或直接從製品上切取,但至少有一邊為製品原邊的一部分
開啟金相磨拋機電源開關,使拋光碟轉動,將研磨好的試樣用力持住,並輕輕靠近拋盤,最初先 將試樣按向拋光碟的中心位置,邊拋光邊向外平移試樣
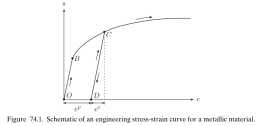
實線為真實應力-應變曲線,在此曲線中,試樣首先被拉伸,然後變形方向扭轉

3、裝取試樣時爐門開啟時間應儘量短,以延長電爐使用壽命

將一定量的分析試樣在充有過量氧氣的氧彈內燃燒,氧彈熱量計的熱容量透過在相似條件下燃燒一定量的基準量熱物苯甲酸來確定,根據試樣點燃前後量熱系統產生的溫升,並對點火熱等附加熱進行校正後即可求的試樣的彈筒發熱量
觀察深色試樣時,眼睛要稍高於液麵,讀取試樣的彎月面上緣與石油密度計刻度相切的點即為石油產品密度數值

透過手調或自動控制裝置逐漸增加初級線圈電壓,經升壓後的次級線圈電壓施加於試驗油杯的電極上
1949年Kolsky對該裝置進行了改進,將壓桿分成兩截,試樣置於其中,從而使這一裝置可以用於測量材料在衝擊荷載下的應力-應變關係
3.3 恆容高位發熱量單位質量的試樣在充有過量氧氣的氧彈內燃燒,其燃燒產物組成為氧氣、氮氣、二氧化碳、二氧化硫、液態水以及固態灰時放出的熱量
系統誤差的來源(1)標樣和試樣中的含量和化學組成不完全相同時,可能引起基體線和分析線的強度改變,從而引入誤差

一、金屬材料檢測-杯突試驗原理杯突試驗是用一定規格的鋼球或球狀衝頭,向周邊具有壓緊力的金屬板狀或帶狀試樣施加壓力,並壓入壓模內,直到試樣產生穿透裂縫為止,此時衝頭壓入深度(mm)即為被試板材或帶材的杯突值
試樣的濃度和測試厚度應選擇適當,以使光譜圖中的大多數吸收峰的透射比處於10%~80%範圍內

阻燃A類是指:電纜安裝在試驗鋼梯上以使總體積中試驗所含非金屬材料為7L/m,供火時間為40分鐘,電纜燃燒停止後,擦乾試樣,測得試樣最大炭化範圍不得高於噴燈底部2
倒置金相顯微鏡主要適用對各種金屬和合金材料的組織結構、鑄件質量以及熱處理後相位組織進行研究分析工作,是金屬學研究的*儀器,由於試樣的觀察面倒置不受高度限制,在製備試樣時只要一個觀察面平整即可
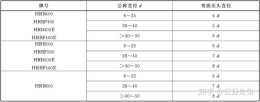
此類鋼筋在進行彎曲試驗時,按下表規定的彎曲壓頭直徑彎曲180°後,鋼筋受彎曲部位表面不得產生裂紋:熱軋帶肋鋼筋彎曲試驗彎曲壓頭直徑 單位:mm友情提示:各檢驗檢測單位應注意,不同牌號、不同直徑的鋼筋樣品,其長度應能保證完成180°彎曲試驗所

測定試樣的運動粘度時,應根據試驗的溫度選用適當的粘度計,務使試樣的流動時間不少於200s,內徑0
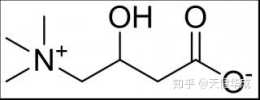
ρ——根據標準曲線計算待測溶液中肉鹼的濃度,單位為毫克每毫升(mg/mL)

六、影象分析第一、掃描電鏡照片是灰度影象,分為二次電子像和背散射電子像,主要用於表面微觀形貌觀察或者表面元素分佈觀察
1配料:根據試樣的化學組成、還原力及稱取試料質量,按下列方法計算試劑加入量