
1、數控銑床操作一般步驟(1)書寫或程式設計加工前應首先編制工件的加工程式,如果工件的加工程式較長且比較複雜時,最好不要在機床上程式設計,而採用程式設計機或電腦程式設計,這樣可以避免佔用機時,對於短程式也應寫在程式單上

探傷時,將紅色滲透劑施加在被檢表面,如果被檢表面存在缺陷

金屬加工微信當銑刀的中心線正好位於工件邊緣線上時,當切屑厚度達到最大時刀片脫離切削,在切入切出時衝擊載荷達到最大

當機床、刀具、夾具和工件毛坯的原始精度在不考慮動態因素的情況下全部滿足工藝要求時,調整誤差對加工誤差起決定性作用

清華大學對用於飛行器大型薄壁件切削加工和裝配的智慧柔性工裝系統進行了研究,並與成都飛機公司合作,深入研究了以柔性途徑實現“先成型後加工”工藝的有關方法和實現技術,開發出用於飛行器大型薄壁件切削加工的智慧柔性工裝系統(見圖2)

一、檢查工具磨床啟動前潤滑機床各部位機械傳動是否正常,開關按鈕是否可靠,確保砂輪完好無破損
2)數控機床機械手下料過程的動作:完成工件加工後,X軸運動到卡盤的正上方,Z軸向下運動使手爪剛好能抓住工件,然後給氣壓使手爪合併抓住工件,卡盤松開,Z軸向上運動到合適的高度,然後沿X軸方向運動直至Z軸到放料位置,Z軸下降到放料點,張開手爪放

我們在操作石墨雕銑機時,一定要注意平安防火,大家要有安全防護的意識,注意石墨雕銑機在加工有機資料、木材、代木等易燃資料時,工作現場要有防火措施,以免在操作的過程中出現事故,從而導致人員傷亡,機械受損等這些不良因素髮生
振動研磨光飾機在進行工件表面處理時,工件獲得表面拋光處理的作用來源是放在機器工作容器的研磨拋光磨料和工件,在受到機器的電機馬達的作用,對工件和拋光研磨材料產生振動和翻滾研磨運動,使研磨拋光磨料對工件表面的毛刺產生細微的切削運動,使工件表面達

這種方法是在工件、刀具、切削條件、供液法等全部保持在相同的條件下,僅改變切削液,根據不同的切削液所測定的刀具壽命、加工試件表面粗糙度、尺寸精度、切削力、攻螺紋扭矩等切削特徵值來判斷切削液的優劣
宇博仕銅材防變色劑T401能防止腐蝕介質的侵蝕,提高氧化膜的耐蝕性,增強抗汙染能力,在使用期間保持良好的銅件外觀

趕砂就是在一塊研磨平板上用硬脂酸劃上直徑約為10mm的兩個小圓圈,然後滴上8~10滴煤油並用手工塗勻,將兩塊平板合在一起,由一個人用雙手按“∞”字形晃動上面的平板,使煤油均布整個板面,之後再由兩人往復推拉並間斷的轉動180°

在鋸鋁錠時,鋸片行程不能走得太快,鋁錠溫度不應過高

滾筒式拋丸機,可以適用於清理各種不怕碰撞、劃傷的鑄、鍛件,是小型熱處理車間清理工件表面殘砂、氧化皮的理想除鏽拋丸裝置

此外,採用直徑為工件最窄部位尺寸1/2 的銑刀時,可以保持較小的吃刀角度,且在刀具轉向時也不會增大

塑膠製品屬於熔點高的材質,傳統的絲印工藝在高溫下印字加工會出現燒焦、變形等情況,不同的鐳射打標加工也是高密度高能量的鐳射束,照射在塑膠工件上去除表面那一層物質形成圖案,CO2、紫外鐳射打標機都能針對塑膠印字打標,但兩者的打標效果與價格不同,

目的是使訊號位置被記錄下來,卸下試驗棒,裝夾上要車削或修復的螺紋工件,對刀時先將刀具轉到加工位置,再將車刀移至卡盤刻線部位,轉動卡盤,使刻線對準車刀主切削刃,然後主軸不轉動,移動刀尖至任意一個完整螺紋槽內,記下對應Z向絕對座標,最後計算車刀

3、分度頭分度頭是安裝在銑床上用於將工件分成任意等份的的機床附件,利用分度刻度環和遊標,定位銷和分度盤以及交換齒輪,將裝卡在頂尖間或卡盤上的工件分成任意角度,可將圓周分成任意等份,輔助機床利用各種不同形狀的刀具進行各種溝槽﹑正齒輪﹑螺旋正齒
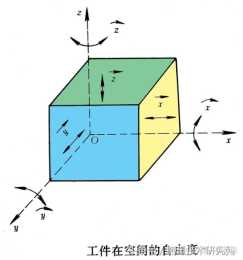
定位:使一批工件在機床上或夾具上相對於刀具處在正確的加工位置的操作過程

7、工件某一道工序加工有變化,其它各道工序尺寸準確①故障原因:該程式段程式的引數是否合理,是否在預定的軌跡內,程式設計格式是否符合說明書要求②解決方案:螺紋程式段時出現亂牙,螺距不對,則馬上聯想到加工螺紋的外圍配置(編碼器)和該功能的客觀因