從圖中可以看出,鐳射光束經由反射鏡反射到聚焦透鏡上,然後透過噴嘴聚焦到被切割工件表面,從而達到鐳射切割的作用
兩種工藝雖噴射動力和方式不同,但都是高速衝擊工件為目的, 其效果也基本相同, 相比而言,噴丸比較精細,容易控制精度, 但效率不及拋丸之高, 適形狀複雜的小型工件, 拋丸比較經濟實用,容易控制效率和成本,可以控制丸料的粒度來控制噴射效果, 但

然後,將拋光好的銅及銅合金工件進行化學鍍錫處理
對於平面加工多用平底刀,少用球刀,可以合理的減少加工時間

薄壁件加工中,夾緊壓力應越小越好,六點定位夾緊的浮動三爪夾具將受力面縮小到兩個點,S2非常小,這時夾緊釘與工件接觸處壓強較大,使夾緊釘輕易嵌進工件表面一定深度,夾緊不僅僅依靠摩擦力作用,從而大大增加了夾緊的穩定性,在夾緊力較小的情況下,實現
垂直驅動體,會根據選擇的區域面的情況,生成刀具會時刻垂直區域面的姿態的刀路,如果是直斜面,刀具姿態固定且刀路整齊,如果是曲面,刀具姿態隨時會變化,且不能指定側傾角,如果刀具與工件結構發生干涉,無法調整刀具姿態,該方法會有侷限
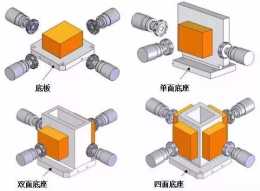
圖1臥式加工中心為了對應各種工件尺寸,還會使用六面和八面底座

螺紋研磨:用鑄鐵等較軟材料製成螺母型或螺桿型的螺紋研具,對工件上已加工的螺紋存在螺距誤差的部位進行正反向旋轉研磨,以提高螺距精度
等高外形適合於走封閉式的面,走開放式的面若是四圈則要封項面,若是四圈內或非四圈則要選範圍與高度(一定弧形進刀開粗),用於開粗的情況:任一平面內的加工距離小於一個刀徑,若大於一個刀徑則要用更大的刀或兩次等高外形

圖5 移動式壓板二、不停機的夾具思路當工件加工完畢時,不必停車,只要退出迴轉頂尖,工件即可被取下,並裝上下一件工件

5.測量內徑尺寸時,應將兩刀口內量爪分開且距離小於被測尺寸,放入被測孔內後再移動尺框內量爪使其在工件內表面緊密接觸,即可以在卡尺進行讀數
誤差補償技術能滿足工廠實際生產要求的高精度、低成本,熱誤差補償技術可以修正主軸(或工件)與切削刀具之間的熱漂誤差,提高機床加工精度,降低廢品、增加生產效率和經濟效益

切削加工是利用切削刀具和工件的相對運動,從毛坯(鑄件、鍛件、型材等)上切除多餘金屬層,以獲得尺寸精度、形狀和位置精度、表面質量完全符合圖樣要求的機器零件的加工方法

工件簡圖1折彎工藝:以A靠位折彎B或以C靠位折彎B工件簡圖2折彎工藝:以A靠位折彎B以D靠位折彎C或以B靠位折彎C工件簡圖3折彎工藝:以A靠位折彎B以B靠位折彎C以F靠位折彎E以E靠位折彎D工件簡圖4折彎工藝:以A靠位折彎B以B靠位折彎C以

45鋼調質件淬火後的硬度應該達到HRC56~59,截面大的可能性低些,但不能低於HRC48,不然,就說明工件未得到完全淬火,組織中可能出現索氏體甚至鐵素體組織,這種組織透過回火,仍然保留在基體中,達不到調質的目的
▌ CNC加工的流程1)閱讀圖紙、程式單2)將相應程式傳輸至機床3)檢查程式頭,切削引數等4)工件上工序加工尺寸、餘量的確定5)工件的合理裝夾6)工件的精確找正7)工件座標的精確建立8)合理刀具、切削引數的選取9)刀具的合理裝夾10)安全的

三、淬火:工件加熱奧氏體化後以適當方式冷卻獲得馬氏體或貝氏體組織的熱處理工藝

當磁場逐漸衰減到零時,會使工件中殘留的剩磁 接近於零,退磁原理如圖所示

電阻焊(resistance welding),是一種以加熱方式接合金屬或其他熱塑性材料如塑膠的製造工藝及技術,是工件組合後透過電極施加壓力,利用電流透過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法

深度加工輪廓銑操作是型腔銑的特例,經常應用到陡峭曲面的精加工和半精加工,相對於型腔銑,增加了一些特定引數,如陡峭角度、混合切削模式、層間過渡、層間剖切等,其主介面如圖17所示:一、固定軸曲面輪廓銑的含義曲面銑削是一種刀具沿曲面外形運動的加工