
通常情況下S值的大小在國家檢定標準裡給了相關的定義:S<1mm 定義為表面粗糙度1≤S≤10mm 定義為表面波紋度中國國家計量檢定標準中規定:通常情況下用VDA3400、Ra、Rmax這三個引數來評價檢定表面粗糙度,計量單位通常用μm
53.表面粗糙度Ra為>10~40μm時,經濟加工方法為哪幾種

可測樣品型別及專案:可做纖維/粉末/溶液/薄膜/奈米片/生物蛋白:粗糙度、表面形貌、厚度、相圖、彈性模量、力曲線、PFM(壓電力顯微鏡)、KPFM(表面電勢)、C-AFM(導電力顯微鏡)、PeakForce TUNA(導電力顯微鏡)、EFM
我們從shader程式碼得出,PBR最重要的是這個公式:如上圖,這個公式最重要的就是 DFG部分,這部分我們會重點講解一下:D:正太分佈這個函式是鏡面光照的關鍵相當於上一節的粗糙度函式,光滑的物體,光會集中在一點,並且亮度越大,而粗糙的物體
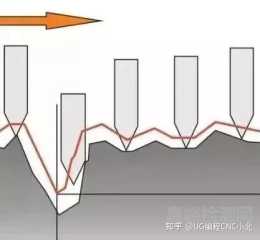
表面粗糙度輪廓測量是精密加工中最常遇到的測量需求之一,目前最主流的是用電感觸針掃描方法,透過微米級的測尖在工件表面劃取一段原始輪廓線,透過主機軟體對輪廓線進行評定獲得各種粗糙度引數

輪廓儀與表面粗糙度儀不是同一種產品,輪廓儀主要功能是測量零件表面的輪廓形狀,比如:汽車零件中的溝槽的槽深、槽寬、倒角,圓柱表面素線的直線度等引數

產品亮點:1.無導頭設計多數行動式粗糙度儀有導頭設計,該種設計比較方便測量體積大且規則的零件,但在狹窄異形的測量需求是容易發生干涉,Smartic M 採用無導頭測針設計,適合於各種複雜異形的工件
因為壓延銅箔的成本較高,現階段壓延銅箔主要用於對箔材撓曲性及表面粗糙度要求較高的撓性電路板行業、高效能鋰電子電池及部分需進行高頻訊號傳輸的PCB行業中,壓延銅箔的需求量變化和發展與這幾個行業的發展息息相關
有那麼一點關係,但一般來說,粗糙度是沒有辦法推測出平面度的

就是像下面這樣標註:而一般情況下,我們可以簡化標註,因為圖中只標註了兩種粗糙度,如果標註了多種粗糙度,那麼右上角的標註就會變成很長一串,所以,我們可以簡化標註如下圖:那麼,我們在看一下每個圖示的具體含義,已經標註粗糙度的按標註的加工,未標註

光澤度和表面粗糙度的關係物體外表不是jue對平滑外表,它的鏡面反射率(即光澤度)不只取決於物體的折射率,而且與外表毛糙水平無關

2_微表面布料模型Ashikhmin等人提出使用倒置高斯NDF對絲絨法線分佈等進行建模
生產線檢測: STIL SA的光學感測器能夠用應用於生產線系統控制,是由於其非常高的測量速率和先進的介面與製造能力
東方漢諾殺蟲|帶你瞭解老鼠技能之攀爬老鼠是個“多才多藝”的四害之一,它攀爬能力很強、還會游泳、會鑽洞,下面我們就來看看它強大的攀爬能力

3)精刨加工精度可達IT8—IT7,表面粗糙度為3

此外,表面粗糙度對零件的鍍塗層、導熱性和接觸電阻、反射能力和輻射效能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響
❖ 表面粗糙度的標註要求1)表面粗糙度的代號標註示例表面粗糙度高度引數Ra、Rz、Ry在代號中用數值標註時,除引數代號Ra可省略外,其餘在引數值前需標註出相應的引數代號Rz或Ry,標註示例見表:2) 表面粗糙度標註中數字及符號的方向❖ 表面

4、各種機械加工工藝獲得粗糙度等級關於表面粗糙度的數值和表面特徵、獲得方法、應用舉例請參見下表5、表面粗糙度對機械零件使用效能的影響表面粗糙度對零件質量有很大的影響,主要集中在對零件的耐磨性、配合性質、抗疲勞強度、工件精度及抗腐蝕性上

1、磨削用量對錶面粗糙度的影響1)砂輪的速度越高,單位時間內透過被磨表面的磨粒數就越多,因而工件表面的粗糙度值就越小

通常情況下S值的大小在國家檢定標準裡給了相關的定義:S<1mm 定義為表面粗糙度1≤S≤10mm 定義為表面波紋度中國國家計量檢定標準中規定:通常情況下用VDI3400、Ra,、Rmax這三個引數來評價檢定表面粗糙度,計量單位通常用μm表示