
在需要旋轉的時候,旋轉花鍵螺母和絲桿螺母,軸可以旋轉

02mm )高定位精度連線件內部搭載專用滾珠絲桿支撐座(內含徑向止推軸承),有效控制絲桿軸向攛動安裝方便搭載著伺服單元,可以使用連線件輕鬆安裝馬達可以配合伺服電機、步進電機,方便安裝無需調軸對齊模組化設計安裝及校直容易,體積小、重量輕、多樣

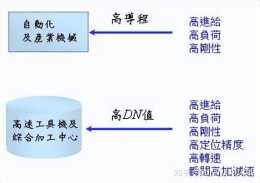
以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min
以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

以50ψx 30 滾珠絲桿而言,當絲桿最大回轉數為3000rpm時,DN值可達15萬,最大進給速度為 90 m/min

單軸機器人一般有2種傳動模式,一個是滾珠絲桿傳動,一個是同步帶傳動,這兩種都是以直線導軌作為導向的,配合伺服電機或步進電機,可實現不同應用領域的定位、移載、搬運等

斜床身數控車床的刀具是在工件的斜上方往下進行切削,切削力與工件的重力方向基本一致,所以主軸運轉相對平穩,不易引起切削振動,而平床身數控車床在切削時,刀具與工件產生的切削力與工件重力成90°,容易引起振動加工精度對比數控車床的傳動絲桿是高精度
1、內迴圈滾珠絲槓外形尺寸較小,反向器固定牢靠、剛性好且不易磨損
為了既保證滾珠絲槓機構的效能,又方便使用者進行必要的二次加工,一般只對絲槓有效螺紋部分進行淬火熱處理,絲槓其餘部位仍可進行機械加工上海斯將利傳動機械有限公司代理NSK滾珠絲桿,DD馬達,NSK直線導軌,NSK精密軸承,模組,潤滑脂一切以使用
5、單位分類法分為:英制絲桿螺紋和米制絲桿螺紋
為何臺灣高技 GAOJ-K的滾珠絲桿能夠大家的喜愛
由於滾珠絲桿(冷軋)在生產過程中,是由一整精細處理過的S55C日材高碳鋼軸按固定的角度緩慢進入冷軋機從頭到尾一次成型的,分別有2-3-4-5-6米料,由於是滾珠絲桿是精密的傳動部件,所以過程中溫度,力度,角度,震動等都會對滾珠絲桿的最終精度
斜床身數控車床的刀具是在工件的斜上方往下進行切削,切削力與工件的重力方向基本一致,所以主軸運轉相對平穩,不易引起切削振動,而平床身數控車床在切削時,刀具與工件產生的切削力與工件重力成90°,容易引起振動加工精度對比數控車床的傳動絲桿是高精度

小藍動力導軌的市場價值就是幫助建立國產直線電機標準——結構簡單、價效比高,可全面替換絲桿模組
滾珠絲桿的潤滑可選潤滑脂或潤滑油方式,而潤滑方法大致分為手動潤滑與自動強制潤滑兩種,可依照系統的執行速度,使用環境等需求做適合的選擇