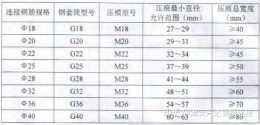
壓接18鋼筋時鋼筋端頭做好標記,壓接前檢查套筒規格,模具是否配套,擠壓機應調到壓接所需壓力,檢查機器液壓油是否足夠,鋼筋埠應當用切割機切平,插入擠壓套筒中部,為了避免空壓,套筒中部15mm-20mm範圍內嚴禁壓接,壓接時應由內往外壓接,這
連線螺絲孔徑規格:4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、24mm、26mm、28mm、30mm等法蘭接地線接觸面材料:OT端子、DT端子、不鏽鋼端子、銅管(端子或者銅管表面可根據安裝需

9元優點:①可壓接4p/6p/8p三種大小的水晶頭②壓接時與段子緊密配合,不損壞端子③剝線後可剪齊多餘線頭,方便快捷④價格便宜缺點:質量一般,刀片材質一般2.寶工附屬品牌PROUNION網路壓線鉗價格72元優點:①一機多功能②附有省力棘輪裝

8、將口模向下滑動,再向前推,取出完成壓接的端子

由於六邊形壓接變形大,拉力值變化大,使用壽命短等缺陷,在航空、鐵路、汽車等精密度高的領域,早已淘汰了,民用方面也在減少使用

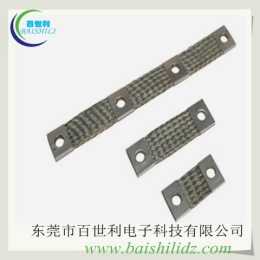
銅/鍍錫編織帶接地線材質:T2銅/鍍錫編織帶接地線常用規格:2mm2、4mm2、6mm2、10mm2、16mm2、25mm2等銅/鍍錫編織帶接地線接觸面材料:OT端子、DT端子、銅管(表面可根據客戶要求鍍銀、錫、鎳等)接地線壓接方式:用冷壓

水晶頭損壞的交換機埠手工用硬線製作的跳線會出現的問題,主要歸結於兩個方面:1、現場施工如果採用硬線壓接的話金片與銅徑接觸的時候完全是硬碰硬的接觸,力度控制不好容易造成壓斷或壓歪,或者直接損壞水晶頭

LV214-2010測試專案包括不侷限:尺寸特性材料特性分類等級試驗端板和直接連線部件端子樣品準備聯結器和/或端子迴圈目測檢查電路連貫性監控端子機械效能試驗極化特徵效果混合部件的齧合/分離力振動/機械衝擊端子至端子的齧合/分離力端子抗彎力端

銅/鍍錫編織帶接地線材質:T2銅/鍍錫編織帶接地線接觸面材料:OT端子、DT端子、銅管(表面可根據客戶要求鍍銀、錫、鎳等)接地線壓接方式:用冷壓的方式製成,按照圖紙和圖紙標註的技術要求把線材與端子進行穿接,穿接好的銅編織帶接地線接頭處用冷壓

網路工具中常見的工具有壓線鉗、打線鉗(打線刀)和剝線鉗,這三者作為弱電施工必備的工具,他們承擔著重要的作用

它們的可互換頭設計使使用者可以輕鬆地將其 CERTI-CRIMP 工具升級到電池供電或電動替代品
六角形壓接通常用於依據DIN 46235標準制造的銅製電纜端子和依據DIN 46329標準制造的鋁製電纜端子,還適用於這家標準的R系列、L系列和SG系列等管制銅端子

5mm2及以下的多股銅芯線的線芯應先擰緊搪錫,或壓接端子後再與裝置,器具的端子連線

如進入斷路器的導線截面<6mm2, 當接線端子為壓板式時, 先將導線作壓接 銅接頭處理, 以防止導線的散亂
看斷的是什麼線,天線 can線 氣囊線 這些都不能接,其他的錫焊接上問題都不大看你什麼車,去哪修,路邊還是4s店,質保期內質保期外焊接不好會增大區域性電阻,有燒的風險

75遮蔽線(可選更粗的線材)RCA鍍金頭(注意匹配線材孔徑)一字螺絲批(家裡估計都有)編織蛇皮網管(不一定要購買)剝線鉗(選購,可以用刻刀或剪刀替代)低端萬用表(不一定要購買)熱熔膠槍+玻璃膠棒(不一定要購買)算下來一對HiFi發燒線,原料

工作工具:珍珠和珠子鎖和卡賓槍珠帽電纜壓接和偽裝壓接鉗,鉗子,側銑刀如果你有合適的工具和配件,用來緊固電纜,實際上並不困難

如進入斷路器的導線截面<6mm2, 當接線端子為壓板式時, 先將導線作壓接 銅接頭處理, 以防止導線的散亂
如進入斷路器的導線截面<6mm2, 當接線端子為壓板式時, 先將導線作壓接 銅接頭處理, 以防止導線的散亂

接下來,筆者和大家分享一下七類網線水晶頭製作步驟如下:剝線:使用網線鉗刀口輕切一圈,剝開網線外被約2-3cm,剪掉多餘的遮蔽層,注意把握力度,不要損傷8芯線的絕緣皮